




3D打印钛合金构件和钛合金锻件铣削加工性能比照研究
宣布时间:
2023-01-11 12:45
作者:王磊
3D打印是一种快速成型技术
,是以数字模型文件为基础
,运用粉末状金属或塑料等可粘合质料
,通过逐层打印的方法来结构物体。由于3D 打印具有快速、本钱低、制作原型所用的质料没有限制、可加工种种形状的零件、柔性和集成化水平高等工艺特点
,近几年来钛合金3D 打印技术在航空航天领域获得了快速生长。
由于3D打印钛合金具有各向异性的特点
,本文剖析了3D打印钛合金在差别偏向的铣削加工性能
,同时在试验历程中划分丈量了切削力、刀具磨损等数据
,并凭据丈量值优化加工参数
,比照了两种钛合金质料的切削加工性能的差别
,为以后的加工生产提供指导。
1 试验条件与计划
(1)试验质料
如图1所示
,试验试件选用3D打印钛合金块料和铸造TC4钛合金块料
,尺寸均为40mm×30mm×20mm。表1是TC4钛合金质料的化学身分。

(a)3D打印钛合金 (b)铸造TC4钛合金
图1 试件
表1 TC4钛合金质料化学身分(wt.%)

(2)试验设备
①加工机床:沈阳机床厂生产的VMC850E加工中心;
②加工刀具:PVD金刚石涂层硬质合金端铣刀
,刀具参数为D8*25*70*4T
,圆周刃前角12°
,后角10°
,螺旋角40°;
③测力系统:KISTLER9272四向压电式测力仪、KISTLER5017B电荷放大器及相应的数据收罗与处理系统;
④其他:日本三丰的SJ201外貌粗糙度仪、A615红外热成像仪。
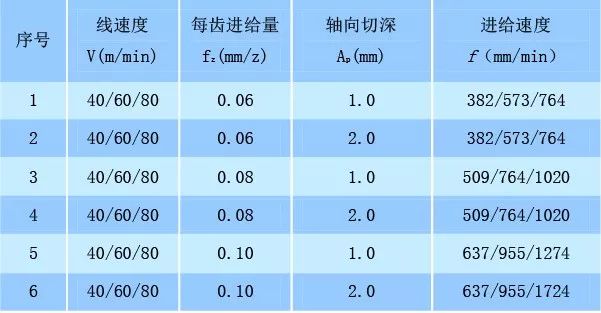
(3)正交试验计划
划分进行3D打印钛合金质料和TC4钛合金质料的基础铣削加工试验
,加工参数见表2
,共18组。试验历程中无冷却液
,便于加工历程中丈量温度;接纳逆铣加工方法。
表2 铣削加工参数
2 试验结果与剖析
(1)铣削力结果剖析
对两种质料的铣削力Fx进行折线图剖析
,如图2所示。
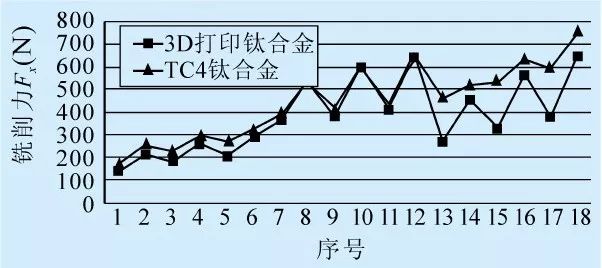
图2 铣削力折线

图3 5000/s下的流动应力—应变曲线
在同样铣削加工参数下
,铸造TC4钛合金的铣削力Fx均大于3D打印钛合金的铣削力Fx
,且高速铣削时前者的铣削力下降没有后者明显。这是因为铸造TC4钛合金虽然强度(硬度)稍差
,但其塑性很是好
,因而在加工历程中会泛起塑性变形大、易粘刀等现象
,加剧刀具磨损和增大铣削抗力
,导致铣削力较大。3D打印钛合金虽然强度高
,但塑性低
,在较大应变速率下会爆发绝热温升(见图3)
,导致质料温升软化现象明显
,铣削力大幅下降。
比照剖析两种质料的切屑(见图4)发明
,3D打印钛合金切屑卷曲幅度较小
,呈C形片状
,易于断屑
,禁止易缠刀
,且断屑时塑性变形较小
,爆发热量较少;TC4钛合金切屑卷曲幅度较大
,呈圆柱状
,容易缠屑粘刀
,断屑时塑性变形大
,爆发热量较多
,变形抗力也大。综上所述
,铸造TC4钛合金塑性较好
,加工历程中铣削力较大。

(a)3D钛合金 (b)TC4钛合金
图4 相同加工参数下两种钛合金的切屑形貌
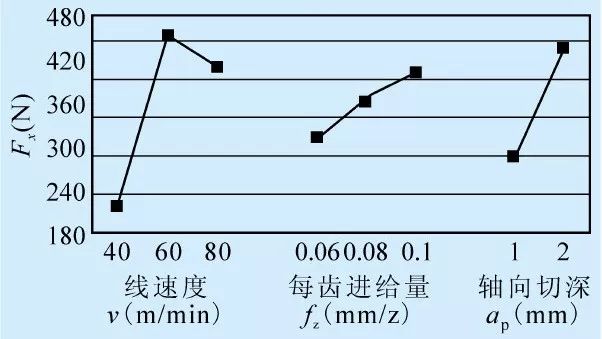
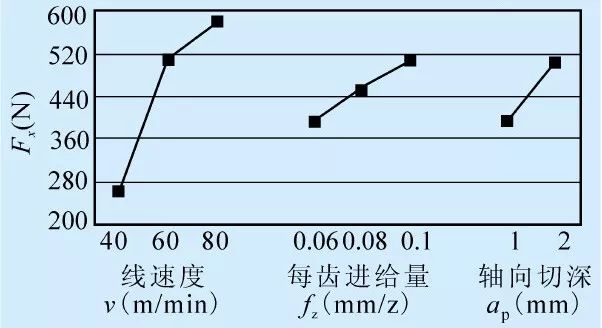
(a)3D打印钛合金铣削力极差剖析
(b)铸造TC4钛合金铣削力极差剖析
图5 加工参数对两种质料铣削力的影响
对铣削力Fx进行极差剖析见图5。可以发明
,线速度对3D打印钛合金铣削力的影响最大
,其次是轴向切深
,最后是每齿进给量。线速度依次由40m/min提高到80m/min时
,铣削力Fx先增大后减小。每齿进给量和轴向切深的增大均会导致铣削力Fx的增大
,其中轴向切深增量所导致的铣削力增量明显大于每齿进给增量所导致的铣削力增量;对铸造TC4钛合金而言
,线速度对其铣削力Fx的影响最大
,其次是每齿进给量
,最后是轴向切深。
(2)铣削温度剖析
由图6可以看出
,对3D打印钛合金而言
,由于塑性缺乏铸造TC4钛合金
,故在同等加工参数下
,前者铣削温度均比后者低。在较小的线速度下
,铣削温度随着轴向切深的增大会泛起一定幅度的下降
,这种变革趋势与铸造TC4钛合金一致。随着线速度逐渐增大
,特别是当线速度提高到60m/min后
,温度突然从470℃升高到580℃是因为线速度大且轴向切深小
,刀具与工件外貌的挤压效果比较明显
,且切屑较小
,故而会导致一定的温升。随着线速度进一步增大至80m/min
,铣削温度变革不再明显
,而是泛起小振幅振荡。这是因为3D打印钛合金塑性较差
,较高的主轴转速可以大幅减小质料的塑性变形
,纵然再增大主轴转速
,其塑性变形也不再明显。
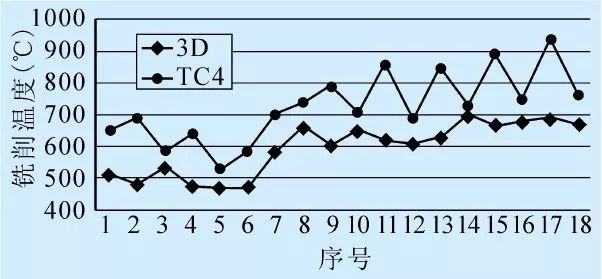
图6 两种质料的铣削温度
(3)刀具磨损检测与剖析
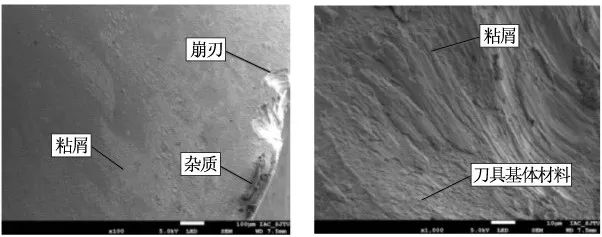
从图7a可以发明
,铸造TC4钛合金加工刀具磨损较严重
,周刃处崩刃现象很是明显
,基体质料脱落较严重
,且有大宗钛合金基体质料粘结在刀具周刃上。这是因为在钛合金铣削加工历程中
,切削区域温度较高且切屑应变速率较大
,会造成一定水平的质料软化
,从而粘结在刀具上。随着积屑增多
,刀具刃口粗糙度增大而不再尖锐
,进一步增大了切削抗力。另外
,在周刃后刀面上保存一些裂纹
,随着裂纹进一步增大
,刀具刃口质料会慢慢脱落
,裸露出刀具基体质料。后刀面的涂层剥落现象也较为明显
,使刀具基体质料直接与工件质料相互接触
,加速了刀具周刃后刀面的磨粒磨损与扩散磨损
,降低刀具的使用寿命。由图7b可知
,铣刀周刃前刀面磨损较轻
,基本只在刃口四周有崩刃和粘屑现象
,磨粒磨损现象并不明显
,比较切合逆铣加工的特点。

(a)周刃后刀面磨损

(b)周刃前刀面磨损
图7 铸造TC4钛合金加工刀具磨损
3D打印钛合金加工刀具在周刃处也保存微崩刃和基体质料脱落
,且后刀面保存明显的磨粒磨损划痕
,但钛合金基体质料粘结现象在周刃后刀面并不明显(见图8)。这是由于在钛合金铣削加工历程中
,3D打印钛合金质料硬度高
,故在加工历程中磨粒磨损现象较为严重
,导致后刀面磨粒磨损划痕很是明显。并且由于质料硬脆性较大
,在加工历程中泛起较小的塑性变形后基体质料便会脱落
,因此质料去除历程爆发的热量少
,禁止易粘屑。在周刃后刀面上的磨损基本与铸造TC4钛合金一致。
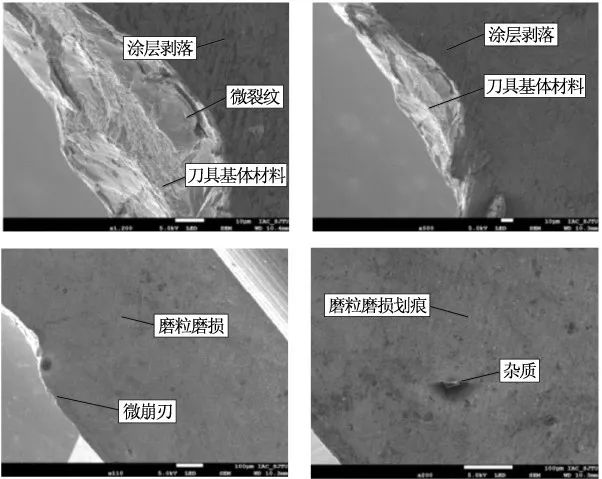
(a)周刃后刀面磨损
(b)周刃前刀面磨损
图8 3D打印钛合金加工刀具磨损
相比于铸造TC4钛合金加工刀具
,3D打印钛合金加工刀具磨损量较小
,周刃刃口处微崩刃较少
,周刃后刀面粘屑现象也不明显。故在同等加工参数下
,3D打印钛合金质料加工刀具具有较长的寿命。
结语
(1)在相同铣削加工参数下
,铸造TC4钛合金的铣削力Fx均大于3D打印钛合金的铣削力Fx
,且高速铣削时前者的铣削力下降没有后者明显;
(2)在相同加工参数下
,3D打印钛合金质料的铣削温度均低于钛合金锻件;
(3)相同加工参数下
,3D打印钛合金质料加工刀具具有较长的寿命;
(4)加工这两种钛合金质料时
,应制止切削速度在60m/min左右
,在条件允许的情况下
,可以接纳低主轴转速和高进给速度。
来源:《工具技术》 作者:王磊
3D打印技术,3D打印,金属3D打印
快速链接
联系j9九游会
电话:0311-82898906 18032939645
传真:0311-82898906
邮箱: jyzczz@hbjyjt.com
地点:河北省石家庄市平山县南甸镇j9九游会工业园区
在线留言
微信民众号
友情链接:j9九游会集团 钢筋加工 j9九游会钢构 精密制管
版权所有:j9九游会
网站建设:中企动力 石家庄 | SEO